工場検査とは
電気設備分野における工場検査は、キュービクル式受変電設備、非常用発電機、直流電源装置など、大規模かつ建設コストが大きな装置について、設計図に基づいて作られた「納入仕様書」の通りに製作されているか、関係者が工場に出向いて現地確認する検査のひとつである。
本来、設計図に記載した内容に基づいて納入仕様書を作成し、その内容をチェックすることになるが、図面のみで把握できない詳細部分や、工場の品質管理方法、各種自主検査の実施状況など、図面に表現されない部分の確認のほか、外観・目視確認や、各種リレーの動作試験などを行い、納品される電気機器が適正であるかを確認するものである。
工場から工事現場に搬入されてしまうと、重大な是正事項や欠陥が発生していた場合、その是正には多大な負担を要する。工場で立会検査を行い、手戻りが許されない工程を事前に確認することで、より品質を高く保つことが可能である。
標準的な仕様の製品であれば、工場立会検査を省略し、製作工場側の自主検査データを書類確認するに留めることも多いが、キュービクルや非常用発電機など、多大なコストを要する重要機器は、関係者が工場に自ら出向いて検査する方式が、現在も広く行われている。

工場検査の確認ポイント
キュービクルの工場立会検査を中心に、工場検査について解説する。キュービクルは製作日数が数ヶ月と長く、製作コストも大きな重要機器である。
製作中のキュービクルや発電機の工場に出向き、納入仕様書通りに製作されているかを立会確認することで、大きな手直しや修正が発生した場合でも、各種設備が整っている工場で対応できるため、無理なく補修や改善が行える。
工事現場に搬入後、電気設備工事会社は据付工事を行い、幹線ケーブルを引込み、内部の遮断器や継電器への接続工事を行う。
据え付け用のベースアングルとアンカーボルトの開口部の寸法やサイズに間違いがないか、ケーブルの引込みや接続は容易か、といった内容を事前に確認しておけば、据付工事時に「取り付けられない」「接続が難しい」といった不具合を防止できる。
ケーブル支持点追加やサーモラベルの追加、ネームプレートの変更など、比較的軽微な変更や追加であれば、現地搬入据付後でも対応は可能である。しかし、キュービクルの塗装色の間違いがあったり、塗装膜厚の不足が発覚した場合、搬入後に対応することは不可能である。
ほとんどの場合、メーカー社内検査でこれら不具合は解消されるため、発注者が検査をする時点であれば、全ての検査項目で「良」となっているのが普通である。工場検査で確認する内容は、現地搬入後に対応が極めて困難な部分について、重点的に行うのが望まれる。
工場検査の試験項目と内容
工場検査での試験では「外観検査」「絶縁抵抗測定」「絶縁耐力測定」「継電器試験」を行う。
外観試験
外観試験は、納入仕様書通りの寸法に製作されているか、運用上や保守上の問題がないか、危険な部位がないか、塗装色が適正か、塗装仕上がりにムラがないか、というように、目視による確認を主体とする。
遮断器や変圧器、コンデンサの容量、特性、仕様が、設計図を元に発行された「納入仕様書」と合致しているかを確認する。充電部と接地金属(非充電部)との離隔距離が確保されているか、作業員が使用する上で危険ではないかといった安全性についての確認をし、必要に応じて、危険表示やガードの取付を指示する。
小動物や風雨が侵入しないよう、給気口やフィルターが適切に設けられているかを確認する。なお、ケーブルの挿入部など、据付後に電気設備工事会社が施工する部分を除く。
アンカー孔を設けたベースプレートについては、ボルト径と余裕寸法が、据付予定場所のアンカーボルトと合致するかを確認する。「搬入したベースプレートと、基礎側のボルト位置が合わない」といった不具合は、大きな手戻りを発生させるので注意する。
絶縁抵抗測定
一定の絶縁抵抗を保持しているかを確認するための試験である。絶縁不良になれば漏電事故につながり、正常な電力供給ができない。
電気設備技術基準や内線規程では、下記の絶縁抵抗値を維持することが定められている。電路に試験電圧を印加して、絶縁抵抗値を測定し記録を行う。
- 高圧電気機器:3MΩ以上
- 対地電圧150V以下:0.1MΩ以上
- 150Vを超え300V以下:0.2MΩ以上
- 300Vを超え低圧未満:0.4MΩ以上
通常、新品の電気機器は極めて高い絶縁性能を持っており、低圧用では100MΩ以上、高圧では2000MΩ以上を適正とし、計器の最大値以上として記録する。
油入変圧器など、一部の電気機器は「一定時間継続して電圧を印加」しなければ、最大値付近まで絶縁抵抗値が上昇しないこともあるが、配線や銅バー、継電器類といった装置は、測定計器の最大値以外の数値を示した場合、絶縁性能に不良があるものとして再検査し、絶縁性能が劣化している原因を突き止め改善を行う。
絶縁耐力試験
絶縁耐力試験は、電気回路が規定の試験電圧に一定時間耐えられるかを確認する試験である。試験電圧は最大使用電圧の1.5倍とし、6,000V級の高圧受変電設備であれば、6,000V×1.15 = 6,900Vが最大使用電圧となり、試験電圧は6,900×1.5 = 10,350Vとなる。
この試験電圧を連続して10分間印加し、10分間の間に異常の発生がないことを確認する。試験電圧を印加する場合、試験電圧の1/2程度を印加して様子を見、徐々に電圧を上昇させ、規定電圧を確認した上で、ストップウォッチによって10分間計測する。
直流で試験を行う場合「交流電圧の2倍」の電圧を印加して、漏れ電流が大きく乱れたり、時間とともに漏れ電流が増加していないことを確認する。
非常に高い電圧を印加するので、試験実施中は危険表示を必ず行い、試験場所に人が立ち入らないよう安全区画を構築しなければならない。試験中に異音や異常電流が発生した場合、直ちに試験を中止し、異常がどこに発生したかを確認する。
試験終了後は、試験担当者が高圧用検電器によって無電圧であることを確認したのち、接地線によって残留電荷を放電させるまで、むやみに近づいたり、キュービクルの箱体に触れてはならない。
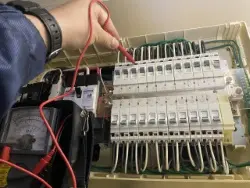
継電器試験
過電流継電器や地絡継電器、不足電圧継電器など、受変電設備を構成する継電器類の動作試験を行う。継電器が正常に動作しなければ、事故電流や漏電を遮断できず、電力会社の変電所に損害を与えたり、構内大規模停電、波及事故など、周辺地域を巻き込む電気事故につながる。
適正に継電器が動作するか、設けている継電器類については全ての動作確認を実施する。工場検査時は捜査対象の機器がないため、ダミー表示装置を用いて、接点短絡など模擬的な故障を発生させて、動作確認を行う。
過電流継電器試験
過電流継電器の試験では、最小動作電流の測定のほか、限時特性試験として「300%電流」「700%電流」を流した際の動作時間を測定する。過電流継電器に定められている動作保証時間の誤差範囲内での動作を確認する。
地絡継電器試験
地絡継電器では、整定電流の150%の地絡電流を流し、最小動作電流の測定を行う。同様に、誤差範囲内の時間特性で動作することを確認する。
不足電圧継電器試験
不足電圧継電器は、印加している電圧を徐々に低下させ、継電器が動作した電圧を測定する。整定電圧の70%を「瞬低発生」、電圧0%を「停電発生」と見なして試験を行う。
設定した電圧まで急変させ、急変した瞬間から継電器動作までの時間を測定する。
過電圧継電器試験
過電圧継電器がある場合は、徐々に電圧を上げた場合の動作時間測定及び、整定電圧の120%、150%まで急変させた場合の動作時間を測定する。
変圧器の試験
キュービクルを発注し、工場検査を行う場合、変圧器も受入試験を行う機器の一つとなる。受入検査は通常、工場側で実施するため設計者や施工者が直接、変圧器の単体試験を確認することはない。変圧器の構造・極性・耐電圧・部分放電・比誤差・位相角・零相二次電流・残留電流などを測定し、データ取得を工場にて行う。
変圧器に一定の負荷を掛ける形式試験としては、耐電流・温度上昇・雷インパルス耐電圧・過電流定数・過電流倍数・励磁インピーダンスの試験がある。
寸法が制作図と合致しているのは当然であるが、極性が設計の指定通りとなっているか、絶縁性能に問題はないか、巻線と対地間の部分放電電荷量などの確認を行う。形式試験では、過電流に対する熱的性能・機械的性能確認、温度上昇の確認、雷インパルス耐電圧の確認を行う。
講評とまとめ
書類確認、現地確認を終えたのち、指摘事項の読み合わせを行い、是正内容の修正日時、工場で対応するか現場搬入後対応とするか、コスト発生の有無などを確認し、必要な是正工事の内容を確認する。工事担当者は、現場搬入の日程や時間調整を行う。
工場で製作したこれら電気機器は、搬入時に損傷しないよう厳重に養生し搬入しなければならない。運搬時に内部機器に結露等が発生しないよう、乾燥剤を投入して搬入することも検討すると良い。